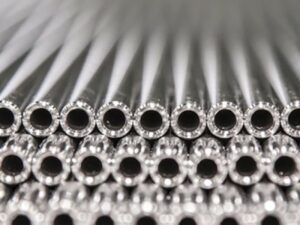
Капиллярные трубки, изготовленные из нержавеющей стали – металлопрокат небольшого диаметра. Производят их бесшовным способом. Изделия имеют монолитную сверхпрочную структуру. Толщина стенок варьирует в диапазоне 0,15-2,5 мм, наружный диаметр – 1-25 мм.

Основной стандарт, регламентирующий производство нержавеющих капиллярных трубок – ГОСТ 14162-79. В нем оговорены параметры изделий по длине:
Выделяют два варианта капиллярных изделий: мягкие, нагартованные. В соответствии с этим же нормативным документом, исходным материалом чаще всего является сложнолегированная сталь 12Х18Н10Т, классифицируемая как хромоникелевый сплав. В составе стали присутствуют: углерод, кремний, марганец, титан, фосфор, сера. Как легирующие элементы, в сплав вводят от 17 до 19% хрома, от 9 до 11% никеля. Нормативный документ допускает использование и других марок стали.
Изделия, выполненные из этого материала, устойчивы к агрессивной среде, высокопрочные, биоинертные, имеют длительный срок эксплуатации. Они поглощают механическую энергию в случае воздействия на них внешней деформации, чрезвычайно пластичны, демонстрируют стойкость к температурным перепадам и коррозии.
Заготовки, поступающие в прокатный цех, имеют вид цельнометаллических цилиндров. Предварительно разогрев, их формируют в гильзы, которые подвергают прокатке. В производстве применяют как горячий, так и холодный метод проката. В зависимости от этого гильзы для последующей работы оставляют в разогретом состоянии либо охлаждают.
Формировка профиля трубки происходит в 4 этапа:
В финале изделие разделяют на фрагменты, наносят маркировку. Последняя регламентируется ГОСТом и состоит из наименования материала, параметров трубки, вида обработки поверхности.
Наиболее востребованы капиллярные нержавеющие трубки в таких отраслях, как:
Поскольку капиллярные трубки имеют точные до микрона параметры, их применяют в оборудовании высокой точности, в особо ответственных узлах и механизмах. Конструктивная прочность материала позволяет использовать изделия в системах с нестабильными параметрами циркуляции проводимой среды, в составе водопроводов высокого давления, в сетях повышенной надежности.
Заявка
на обратный звонок
Оставьте свои контактные данные и мы перезвоним вам в удобное время
ДЛЯ УТОЧНЕНИЯ ЦЕНЫ, ОСТАВЬТЕ ЗАЯВКУ
НА ОБРАТНЫЙ ЗВОНОК